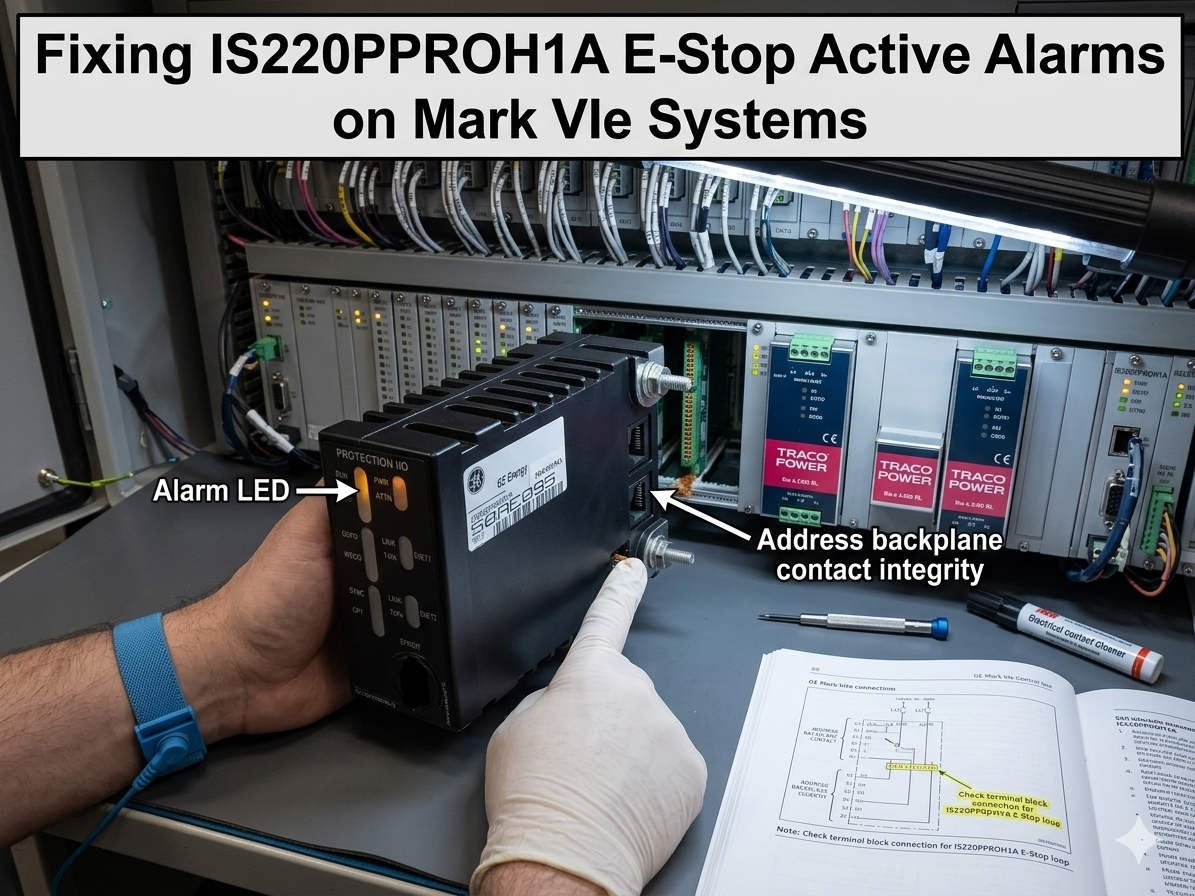
Troubleshooting GE Mark VIe IS220PPROH1A “E-Stop Active” Faults and Wire Break Protection
In heavy industrial automation, false trips on critical control systems can cause catastrophic financial losses. The GE Mark VIe control system relies on the IS220PPROH1A I/O pack to maintain emergency shutdown loops. However, plant operators frequently encounter an “E-Stop Active” alarm when no one has pressed the physical emergency stop button. This guide explores how wire break protection mechanisms trigger these phantom faults and how engineers can isolate the root cause effectively.

The Fail-Safe Logic Behind Wire Break Supervision
The GE Mark VIe protection system employs a continuously monitored, normally-closed circuit design to align with international safety standards like IEC 60204-1. Under normal operating conditions, a stable 24VDC current flows through the safety loop to signal a healthy machine state. Any interruption in this electrical path instantly forces the turbine or drive into a safe shutdown. Consequently, the controller interprets a severed cable or a loose wire exactly the same as an intentional emergency stop actuation.
Voltage Drop Thresholds and Intermittent Field Symptoms
The IS220PPROH1A module continuously monitors specific voltage thresholds across the safety loop. If the feedback voltage drops below a pre-configured limit, the Mark VIe triggers an active-trip status. In aging power plants and petrochemical facilities, terminal oxidation frequently degrades this signal. As a result, the HMI displays flickering, transient alarms that clear temporarily whenever operators open or close the cabinet doors.
High-Speed I/O Scan Times and Vibration-Induced False Trips
The internal processing cycle of GE Mark VIe I/O packs operates at millisecond speeds. While this rapid scan rate ensures immediate protection during true emergencies, it also captures micro-second signal drops. High-vibration environments, such as gas turbine auxiliary skids or compressor trains, frequently suffer from loose wire ferrules. Standard handheld multimeters often fail to register these momentary open-circuit events during static continuity testing.
Pre-Maintenance Protocol: Measuring Terminal-Level Loop Voltage
Field technicians often waste time replacing expensive I/O hardware before fully diagnosing the field wiring. Therefore, you must measure the true loop voltage at the terminal board levels rather than relying solely on ToolboxST diagnostic software. A completely healthy supervised loop will maintain a rock-solid, stable DC voltage. If the voltage fluctuates even slightly during manual testing, look for upstream field wiring degradation instead of an internal module failure.
Isolating Intermittent Contacts with Dynamic Cable Stress Testing
Static electrical testing rarely uncovers the root cause of a vibration-related fault. Instead, keep the controller online and monitor the digital input states directly within your software suite while performing a physical wiggle test. Flex the cabinet door wire harnesses, field junction boxes, and multi-core cable bends manually. If the signal toggles during this physical movement, you have likely located broken copper strands or loose spring-clamp terminals.
Uncovering Faults Hidden Within External Interposing Relays
Many system integrators add third-party interposing safety relays between the field buttons and the primary Mark VIe terminal boards. These auxiliary components introduce additional points of failure, including contact carbonization, coil undervoltage, and incorrect contact wetting currents. Over time, substituting a low-current supervision relay with an incorrect industrial model during routine maintenance creates severe loop instability and frequent nuisance trips.
Four Steps to Test and Verify Wire Break Protection Circuits
- ✅ Step 1 — Map the Input Path: Identify the precise digital input channels, intermediate marshaling strips, and terminal board configurations within your electrical schematics.
- ⚙️ Step 2 — Measure Under Load: Check the 24VDC control voltage across the emergency contacts and the common ground to rule out upstream power drops.
- 🔧 Step 3 — Execute Safe Jumper Tests: Temporarily place a hardwire jumper across the terminal board input to isolate the field wiring from the control hardware. If the alarm clears, focus exclusively on the external field loop.
- 📊 Step 4 — Analyze System Diagnostics: Check the internal log files for overlapping alarms, such as 24VDC power instability, ground faults, or Triple Modular Redundant (TMR) voting mismatches.
—
PLC Pioneer’s Field Perspective and Commentary
“Throughout my years analyzing turbine protection frameworks, I have observed that less than 15% of ‘E-Stop Active’ faults stem from a genuinely defective I/O pack. Most issues manifest as micro-corrosion on screw terminals or fatigue inside braided copper connections. In modern factory automation, swapping parts without conducting methodical, dynamic loop validation leads to prolonged downtime and unaddressed system risks. Treat your data and loop physics as your primary diagnostic assets.” — PLC Pioneer
Frequently Asked Questions
Q: Why does my multimeter show 24VDC across the loop, yet the safety controller still flags an open circuit?
Standard multimeters display a time-averaged voltage, meaning they cannot capture microsecond drops caused by machine harmonics or loose terminals. The high-speed processor inside the I/O pack catches these brief drops instantly, locking in a trip command before your digital meter can register the fluctuation.
Q: Can I use an IS220PPROH1A module as a direct drop-in replacement for older Mark VI cards?
No, the IS220PPROH1A relies specifically on the Mark VIe architecture and its dedicated Ethernet-based IONet infrastructure. Upgrading legacy hardware requires a coordinated review of your current terminal board models, configuration baselines, and ToolboxST firmware compatibility matrices.
Q: How do I prevent sulfur-induced terminal oxidation in chemical processing environments?
We recommend transitioning from traditional copper connections to nickel-plated or gold-flashed terminal contacts. Additionally, maintaining positive pressure inside the control room cabinets and deploying conformal-coated electronic assemblies drastically reduces chemical atmospheric degradation.
—
Application Scenario: Resolving Nuisance Trips on a 40MW Gas Turbine
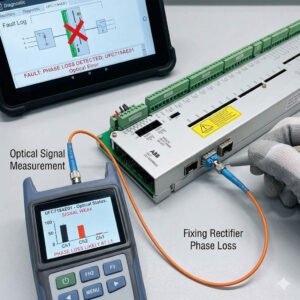
A petrochemical facility suffered from repeated, random gas turbine trips traced to an “E-Stop Active” status on a Mark VIe panel. Static testing of the emergency loop showed perfect continuity. However, by deploying an oscilloscope and executing a targeted wire wiggle test, technicians discovered microscopic cracking inside a ferrule on the turbine skid enclosure. The extreme vibration during startup caused a transient open circuit lasting only 8 milliseconds—plenty of time for the fast-scanning I/O pack to trigger a shutdown. Replacing the terminal end resolved the multimillion-dollar instability problem entirely.
If you need to optimize your control loop reliability, source hard-to-find turbine components, or integrate modern safety modules into your existing control systems, our engineering team can assist. Explore our deep inventory of certified, high-performance industrial control parts to keep your critical machinery running without interruption.
Visit our official resource center for technical specs, product documentation, and expert hardware procurement support: PLC Pioneer Limited