Selecting Safety PLCs for Burner Management Systems: A Guide to Combustion Safety
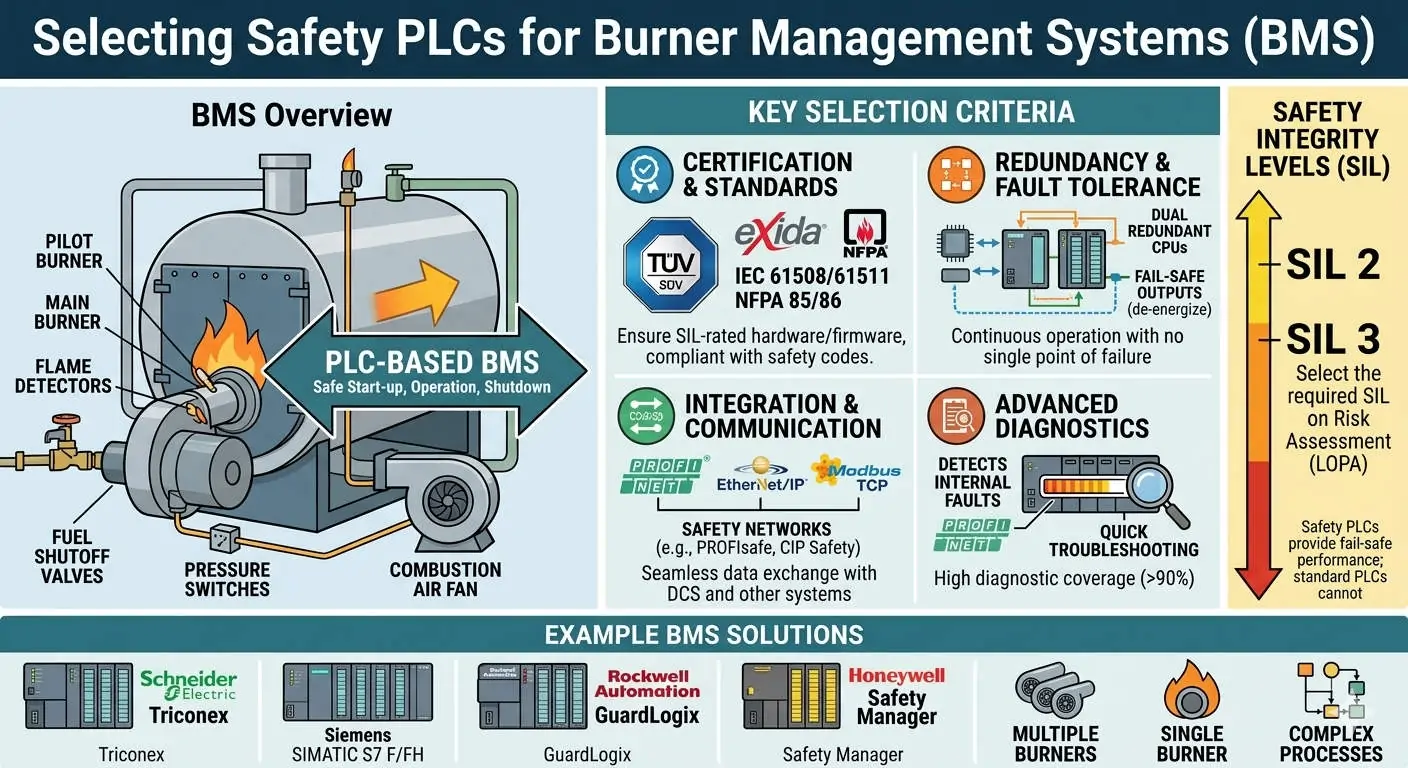
In high-stakes boiler and combustion processes, the Burner Management System (BMS) acts as the primary defense against catastrophic explosions. Selecting a Programmable Logic Controller (PLC) that adheres to rigorous functional safety standards is essential. These specialized controllers ensure deterministic responses and certified shutdown behaviors during critical fuel misfires or unsafe sequences.
For sectors like oil and gas, chemical processing, and power generation, safety-rated PLCs minimize unplanned downtime. Moreover, they ensure full regulatory compliance during insurance audits and government inspections. The right hardware choice directly influences your plant’s Safety Integrity Level (SIL) and overall operational reliability.
The Importance of Functional Safety Certification (SIL and PL)
The most vital selection criterion involves compliance with international standards such as IEC 61508 and IEC 61511. These standards define the requirements for Safety Instrumented Systems (SIS) in the process industry. Furthermore, ISO 13849 provides guidance on Performance Levels (PL) for machinery safety.
A PLC with SIL2 or SIL3 certification guarantees that the probability of dangerous failure stays within strictly defined limits. In BMS applications, this certification determines if the system can safely manage flame failures and fuel valve closures. From my experience at PLC Pioneer, using standard PLCs in safety loops is a common mistake that leads to audit failures and costly retrofits.
Optimizing Safety Fault Reaction Time (FRT)
Combustion systems require rapid response times, typically measured in milliseconds. Safety PLCs specify a maximum Fault Reaction Time (FRT) to prevent explosive gas accumulation after a flame loss. Faster response times significantly improve burner trip reliability during transient operating conditions.
Generally, a response time between 10ms and 20ms suffices for most industrial burners. However, large-scale utility boilers often require even more deterministic cycle times. As a result, engineers must evaluate the entire loop, including flame scanners and interlock chains, to ensure the system meets safety targets.
Maximizing Uptime through Redundancy and Diagnostics
Modern safety PLCs offer advanced features such as redundant CPUs and self-diagnostics. High diagnostic coverage, often exceeding 90%, helps identify dangerous undetected failures before they cause an accident. Redundant architectures, such as “Hot Standby,” allow the system to continue operating even during a hardware fault.
In petrochemical environments, a single CPU failure can trigger a full plant shutdown. Such events often cost operators tens of thousands of dollars per hour in lost production. By implementing redundant safety controllers, facilities can schedule maintenance without compromising the safety of the combustion process.
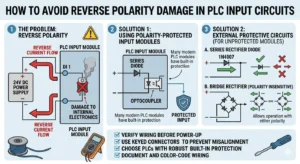
Best Practices for Installation and EMI Protection
Boiler rooms often suffer from significant electromagnetic interference (EMI) caused by large motors and igniters. To maintain signal integrity, engineers should use shielded cables with single-point grounding. Additionally, keeping safety I/O wiring at least 20cm away from high-power cables prevents noise-induced false trips.
Many technicians misdiagnose interference as sensor failure, leading to unnecessary component replacements. Furthermore, installing external Surge Protection Devices (SPD) on power lines is critical. In regions prone to lightning, these devices protect expensive safety CPUs from preventable electrical damage.
The Necessity of Periodic Proof Testing
Functional safety is not a “set and forget” solution. Standards like IEC 61511 require periodic proof testing to validate the safety loop’s integrity. These tests confirm that valves close correctly and that the shutdown logic remains functional over time.
I recommend scheduling comprehensive safety loop tests at least once a year. Maintaining detailed records of these tests is crucial for compliance. During professional audits, the absence of proof-test documentation is one of the most frequent reasons for a non-compliance finding.
BMS Safety Implementation Checklist
- ✅ Verify SIL Rating: Ensure the PLC holds a current SIL2 or SIL3 certificate for the entire safety loop.
- ⚙️ Evaluate FRT: Confirm the fault reaction time meets the specific requirements of your burner’s fuel type.
- 🔧 Shielding Standards: Use industrial-grade shielded CAT6 or twinax cables for flame scanner signals.
- 📊 Redundancy Needs: Assess the cost of downtime to determine if a redundant CPU architecture is required.
Expert Insights from PLC Pioneer
“In the industrial automation sector, many professionals treat a BMS like a standard control task. However, a BMS is a Safety Instrumented System, not a general-purpose controller. At PLC Pioneer, we emphasize that cutting corners on safety hardware leads to massive legal and financial liabilities. Modern safety PLCs now offer the flexibility of standard controllers while maintaining the deterministic safety needed for high-temperature processes.” — PLC Pioneer
Frequently Asked Questions (FAQ)
Q: Can I use a high-end standard PLC if I program the safety logic myself?
Technically, you can write the logic, but the hardware lacks the internal diagnostics and hardware fault tolerance of a certified safety PLC. Standard PLCs are not validated for failure rates (PFD), meaning they will likely fail a safety audit and increase your plant’s risk profile.
Q: How does a Safety PLC handle an internal hardware fault differently?
A standard PLC might “freeze” or output an unpredictable signal upon failure. In contrast, a Safety PLC is designed to go to a “Fail-Safe” state (usually de-energizing outputs) immediately upon detecting an internal discrepancy, ensuring the fuel valves close instantly.
Q: Is it necessary to replace the entire system when upgrading an old BMS?
Not always. However, safety logic often requires re-certification. You must ensure that new I/O modules are compatible with existing field devices like flame scanners and actuators. A migration plan should always include a full safety function validation (FAT/SAT).
Solution Scenario: Chemical Plant Boiler Retrofit
A chemical facility recently replaced an aging relay-based BMS with a SIL3-rated safety PLC. By utilizing redundant CPUs and integrated flame scanners, they reduced nuisance trips by 40%. The new system provides digital diagnostics, allowing the maintenance team to identify specific valve wear before a failure occurs, shifting the plant from reactive to proactive safety management.
To ensure your combustion process meets the highest global safety standards, selecting the right hardware is paramount. We provide expert guidance and a comprehensive inventory of certified safety components to keep your operations secure.
Explore our full range of safety-rated hardware and technical resources: PLC Pioneer Limited