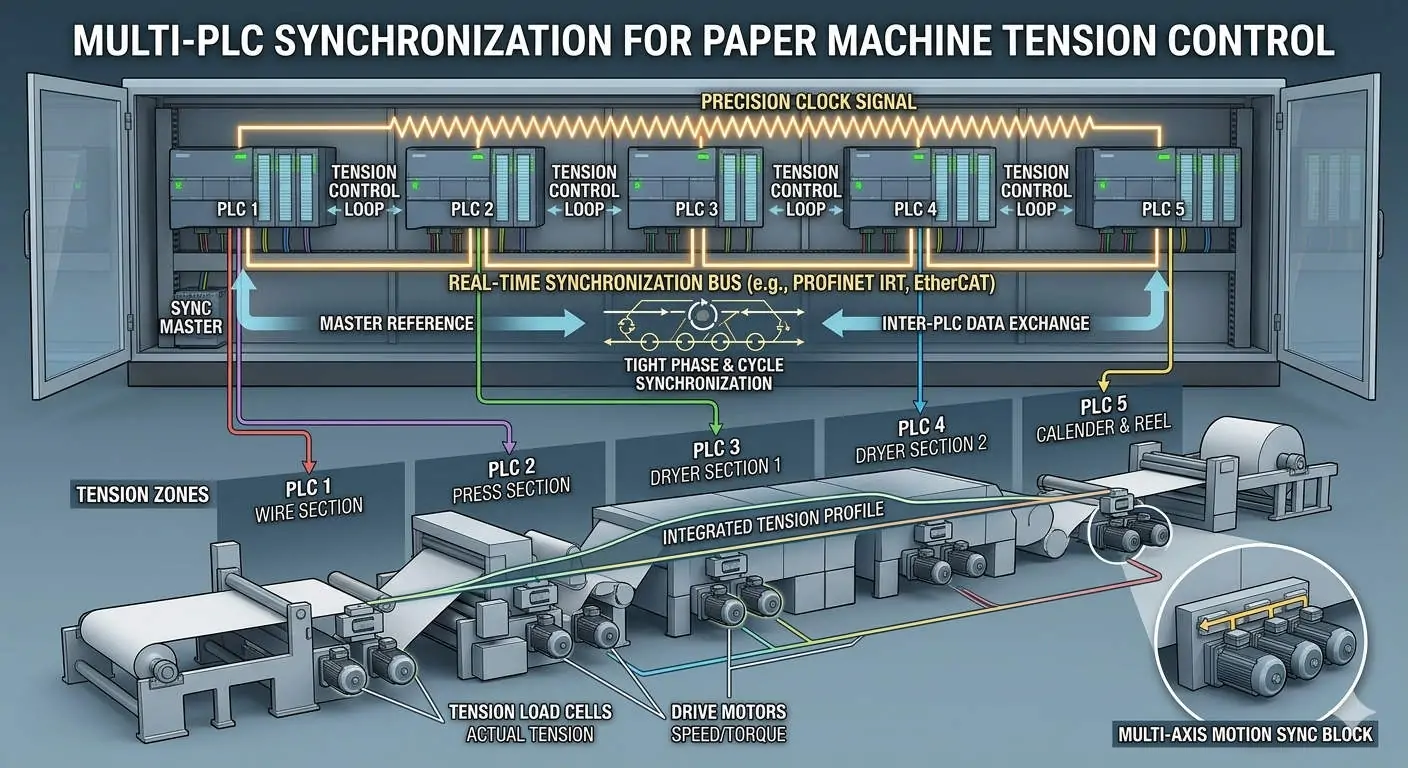
Optimizing Multi-PLC Synchronization for Precision Tension Control in Paper Machines
In large-scale paper manufacturing, maintaining stable tension across machines exceeding 100 meters is a formidable engineering challenge. Precise synchronization between multiple drive sections is essential to prevent sheet breaks and quality defects. By implementing multi-PLC coordination, manufacturers ensure that every section maintains consistent torque and speed. This level of control is vital for continuous web handling in pulp, film, and textile processing.
The Importance of Sub-Millisecond Network Synchronization
The speed of data exchange between PLCs determines how effectively a system corrects tension deviations. High-speed production lines often exceed 1,200 m/min, requiring rapid response times. Therefore, engineers utilize deterministic Industrial Ethernet, such as PROFINET IRT or EtherCAT, to achieve cycle times below 1 ms. Fast synchronization cycles reduce phase lag between sections. As a result, the system minimizes tension oscillations even during critical acceleration or deceleration phases.
Choosing Between Master-Slave and Electronic Line Shaft Models
Selecting the right distributed control algorithm is a cornerstone of factory automation. In the Master-Slave model, one PLC sets the speed while others follow with feedback corrections. However, this method can accumulate errors over long distances. In contrast, the Electronic Line Shaft (ELS) model synchronizes all axes to a virtual master encoder. At PLC Pioneer, we often recommend ELS for high-speed paper machines to prevent the “hunting” effect in tension loops.
Managing Jitter and Protocol Determinism for Mechanical Longevity
Timing consistency is just as critical as raw communication speed. Even minor jitter, exceeding 1 microsecond, can cause asynchronous updates between PLCs. These inconsistencies lead to uneven torque distribution across rollers. Moreover, high jitter increases mechanical stress on bearings and couplings. Using stable, deterministic protocols ensures repeatable tension profiles. This consistency extends the operational life of expensive mechanical components across various production batches.
Ensuring Encoder Signal Integrity and Proper Grounding
Field experience shows that long cable runs often introduce signal noise into encoder feedback. In paper mills, encoder cables frequently span dozens of meters through electrically noisy environments. To combat this, always use differential signal encoders like RS-422. Furthermore, you must ground the shield at only one end to prevent ground loops. These steps eliminate “ghost fluctuations” that often plague the commissioning phase of new control systems.
Strategic Network Topology and System Redundancy
Relying on a simple daisy-chain network for a 100-meter production line is a significant risk. Instead, implement a ring topology utilizing Media Redundancy Protocol (MRP). Segmenting the network by machine sections—such as forming, pressing, and drying—enhances localized control. This structure ensures that a single cable failure does not halt the entire production line. Redundancy is the foundation of high-availability industrial automation.
Combating Sensor Drift in Harsh Mill Environments
Tension sensors and load cells are susceptible to drift due to high humidity and temperature. Paper mills often operate at over 70% relative humidity, which accelerates mechanical fatigue in sensors. Consequently, technical teams should schedule quarterly calibrations and install temperature compensation hardware. Many perceived PLC logic errors actually stem from inaccurate sensor data. Regular maintenance of the physical layer is non-negotiable for system stability.
Technical Implementation & Maintenance Checklist
- ✅ Protocol Verification: Confirm that your hardware supports deterministic Ethernet (IRT/EtherCAT) for sub-ms cycles.
- ⚙️ Algorithm Selection: Use Electronic Line Shaft (ELS) for lines operating above 800 m/min to ensure tight coordination.
- 🔧 Signal Shielding: Utilize shielded CAT6 cables and differential encoders to maintain data integrity over long distances.
- 📊 Calibration Schedule: Perform quarterly load cell inspections to account for environmental drift in humid mill areas.
PLC Pioneer’s Expert Commentary
“In my 15 years of field experience, I have noticed that many paper mills focus solely on the drive’s horsepower while neglecting the network’s ‘heartbeat.’ In 2026, the bottleneck for high-speed production is rarely the motor; it is the communication jitter between PLCs. Investing in a deterministic network architecture isn’t just an upgrade—it’s insurance against unpredictable downtime and material waste.” — PLC Pioneer
Frequently Asked Questions (FAQ)
Q: How do I identify if my legacy PLC is the cause of tension instability?
Monitor your network diagnostics for jitter and cycle time. If your communication cycle consistently exceeds 5 ms or lacks determinism, the PLC cannot react fast enough to mechanical transients, necessitating a hardware upgrade.
Q: Can I mix different drive brands in a single synchronized tension loop?
It is possible but risky. Different vendors have varying internal processing latencies. If you must mix brands, use a high-performance gateway and budget extra time for latency compensation during the tuning phase.
Q: Why does my tension fluctuate only during speed ramps?
This usually indicates an issue with inertia compensation or a slow synchronization cycle. When the master speed changes, slave units with high latency lag behind, causing a momentary tension spike or slack.
Application Scenario: High-Speed Paper Board Production
In a recent project involving a multi-section paper board machine, replacing a standard TCP/IP network with a synchronized PROFINET IRT system reduced web breaks by 40%. By aligning the press and dryer sections within a 500-microsecond window, the operator achieved stable production at 1,000 m/min, significantly increasing annual throughput.
Maintaining high-precision tension requires a combination of expert engineering and reliable hardware. If you are planning a system overhaul or need robust components for your next project, explore our extensive inventory of automation solutions.
Visit our official resource center for technical support and hardware procurement: PLC Pioneer Limited