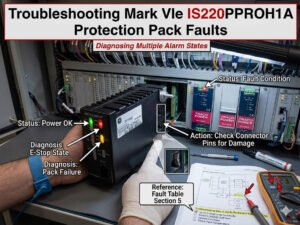
GE Mark VIe Migration: Navigating the IS220PDIOH1A to IS220PDIOH1B Upgrade Path
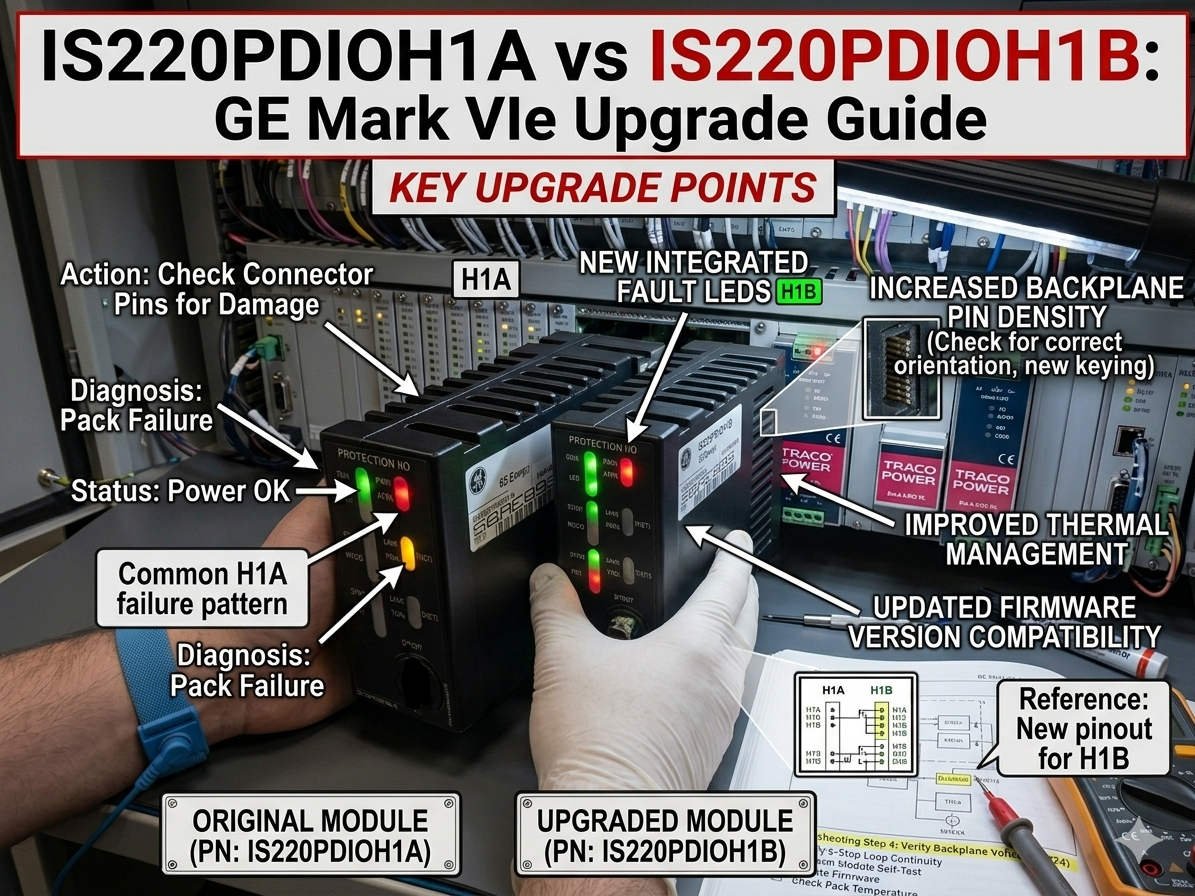
Upgrading components in a GE Mark VIe or EX2100 control system involves more than swapping hardware modules. For instance, replacing the IS220PDIOH1A digital I/O pack with the newer IS220PDIOH1B requires careful engineering verification. Engineers must assess terminal board compatibility, grounding configurations, and firmware versions before applying power to the panel. Failure to verify these parameters can lead to intermittent diagnostic faults or unexpected turbine trips during startup.
Evaluating Terminal Board Infrastructure for Next-Generation Components
The I/O pack interfaces directly with the terminal board through a high-density, proprietary pin architecture. However, older terminal board revisions may not fully support the advanced diagnostic features found in the H1B hardware. Therefore, plant technicians must audit the exact part number and jumper configuration of the existing board. While the physical connectors match perfectly, unnoticed mismatched tolerances can cause contact wetting voltage instabilities on the shop floor.
Mitigating Production Risks Through Precise Hardware Matching
Neglecting hardware compatibility can introduce significant operational vulnerabilities into your continuous-process system. For example, digital input debounce timing can drift under unstable electrical conditions, causing false diagnostic alarms. Consequently, these anomalies frequently disrupt critical startup sequences in gas turbine auxiliary systems and power generation facilities. Moreover, proximity to large variable frequency drives or heavy excitation cabinets severely compounds these signal integrity risks.
Leveraging Enhanced Electromagnetic Compatibility for System Reliability
The revised H1B hardware introduces substantial internal refinements specifically designed to isolate core logic from external electrical noise. This design upgrade directly aligns with international standards like IEC 61000-4 for electromagnetic compatibility. Older turbine halls often suffer from deteriorating cabinet environments, leading to sudden watchdog resets or IONet communication losses. Therefore, installing the H1B module improves long-term uptime and significantly lowers troubleshooting hours for maintenance crews.
Aligning Firmware Revisions with ToolboxST Configuration Software
Hardware compatibility represents only half of a successful migration strategy in complex industrial control systems. Engineers must also align the I/O pack firmware with the active ToolboxST software application configuration. If a mismatch exists, the Mark VIe controller will trigger a “Module Mismatch” fault during initialization. As a result, the system may reject automatic reconfiguration, creating critical risks during short, scheduled plant outage windows.
Executing Comprehensive Physical Inspections Prior to Deployment
Field experience indicates that many engineering teams overlook the physical condition of the underlying terminal board infrastructure. Over a ten-year operational lifecycle, terminal boards in petrochemical facilities encounter severe vibration and high thermal stress. Consequently, these harsh conditions cause latent solder fatigue and oxidized terminals inside the termination blocks. Therefore, we highly recommend performing a preventive terminal board replacement during major control system overhauls.
Implementing Advanced Noise Filtering and Grounding Protocols
Because the H1B version features enhanced noise filtering sensitivity, improper shield terminations become immediately apparent after commissioning. Technicians should always terminate cable shields at a single ground reference point to prevent ground loops. Additionally, routing low-voltage signal wires parallel to high-current motor leads introduces severe electromagnetic cross-talk. Maintaining strict cabinet grounding resistance according to plant IEEE standards remains vital for digital signal stability.
Monitoring Power Supply Metrics Under Full Operational Load
Deteriorated power distribution networks frequently cause false equipment failure diagnoses on new digital modules. Before commissioning the H1B pack, engineers must measure the stability of the 28VDC power bus under full load. Specifically, use an oscilloscope to check for excessive ripple voltage across the distribution terminals. Addressing power supply degradation proactively eliminates erratic I/O behavior and protects sensitive microprocessor-based hardware.
—
Implementation Checklist & Technical Insights
- ✅ Verify Matrix: Cross-reference the official GE compatibility documentation before ordering replacement parts.
- ⚙️ Network Separation: Isolate critical control networks from standard office IT infrastructures to prevent broadcast storms.
- 🔧 Ground Testing: Measure cabinet ground impedance prior to installing high-sensitivity H1B modules.
- 📊 Firmware Audit: Check your current ToolboxST version to ensure seamless automatic module reconfiguration.
—
PLC Pioneer’s Expert Commentary
“In our extensive fieldwork at PLC Pioneer, we frequently observe plants treating I/O pack updates as simple plug-and-play maintenance. However, modernizing control systems within DCS or turbine environments requires an holistic understanding of signal conditioning and hardware lifecycles. Migrating toward the H1B standard represents an excellent long-term obsolescence strategy for 2026. Nevertheless, success ultimately hinges on the integrity of your legacy field terminations and terminal blocks.” — PLC Pioneer
Frequently Asked Questions
Q: Does the new H1B hardware alter the core execution logic of the turbine controller?
No, the H1B modification focuses exclusively on physical layer improvements, component availability, and noise isolation. The application code inside the processor executes identically, provided the firmware mappings match the system configuration.
Q: How can technicians eliminate intermittent input flickering during motor starting events?
Ensure the I/O pack utilizes the updated debounce filters available in the configuration software. Furthermore, verify that the terminal board shielding conforms to single-point grounding methods to block high-frequency transient interference.
Q: What is the primary cause of an automatic reconfiguration failure during a live swap?
This failure usually indicates that the embedded firmware on the replacement pack is incompatible with the controller runtime version. Always pre-load the approved firmware block during a planned maintenance window to prevent live asset disruption.
—
Solution Scenario: Resolving Nuisance Alarms in an Excitation System
A combined-cycle power plant experienced repetitive, transient digital input alarms on an auxiliary cooling skid managed by an older H1A pack. The electrical noise from a nearby excitation cabinet regularly corrupted the local signal state. By upgrading to the IS220PDIOH1B module and replacing the aged terminal board, the plant completely eliminated the signal noise. This minor infrastructure refinement saved the facility an estimated twelve hours of unscheduled troubleshooting downtime per quarter.
If you intend to modernize your turbine control infrastructure or require verified hardware to secure your plant automation assets, browse our comprehensive inventory of heavy-duty industrial components.
Visit our official resource center for technical guides and hardware support: PLC Pioneer Limited