How the GE IS200VVIBH1CAB Vibration Board Filters 50Hz/60Hz Electrical Noise in Control Systems
In heavy industrial automation, false vibration alarms create severe operational headaches. The GE IS200VVIBH1CAB vibration signal conditioning board solves this exact problem by processing delicate millivolt signals from proximity probes. Crucially, it isolates real mechanical defects while aggressively suppressing widespread electromagnetic interference (EMI).

The Core Operational Value of Precise Signal Conditioning
Heavy machinery environments generate massive electrical fields that easily corrupt low-level sensor cabling. False trips on critical gas turbines or compressor trains cost operators thousands of dollars per minute. Consequently, the IS200VVIBH1CAB plays a vital role in power generation and petrochemical facilities. It maintains absolute signal integrity even when you route sensor lines near high-current motor feeders or variable frequency drives (VFDs).
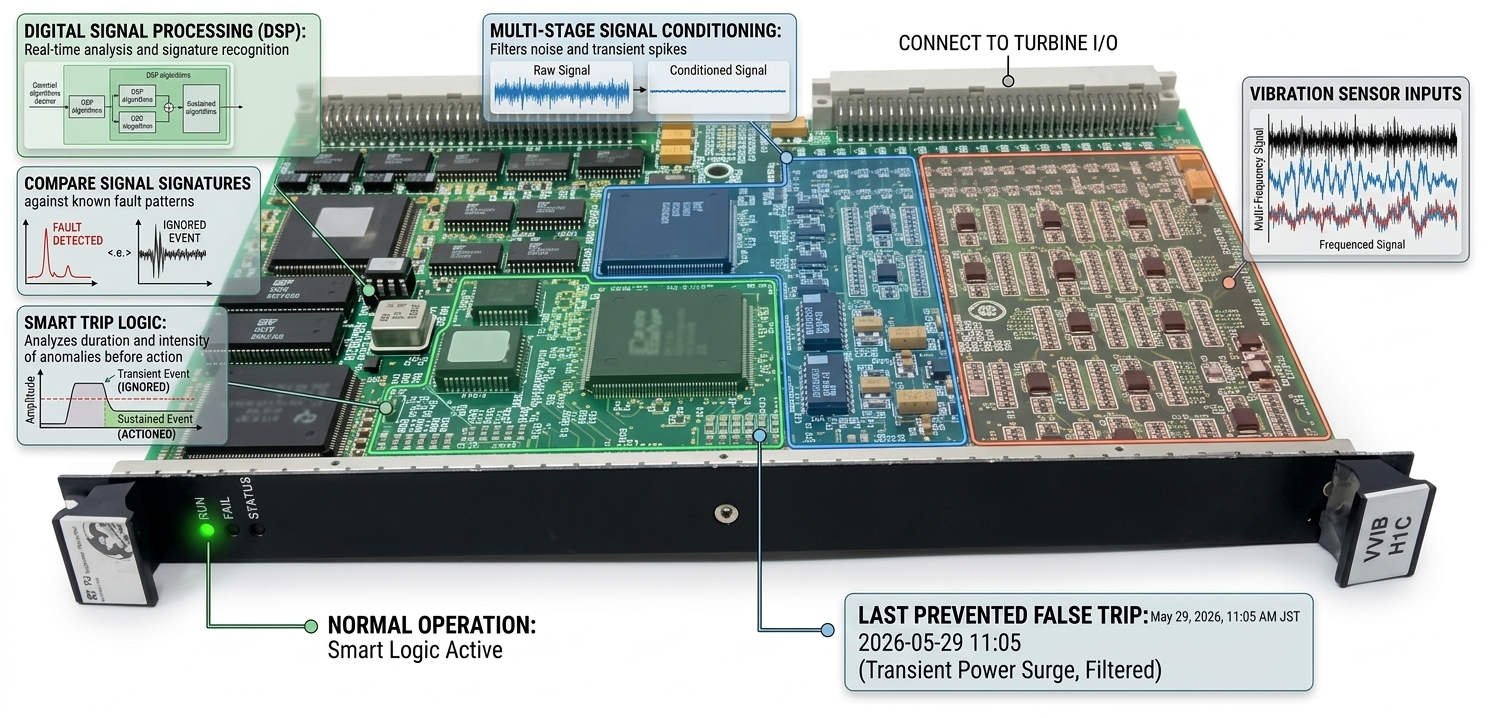
Narrow-Band Frequency Separation for 50Hz and 60Hz Interference
Industrial power grids naturally emit stray fields at 50Hz or 60Hz frequencies. However, genuine structural flaws or bearing defects present unique rotational harmonics (like 1X or 2X frequencies). The IS200VVIBH1CAB uses a sophisticated differential input architecture to separate these overlapping signals. Therefore, operators see accurate mechanical trends instead of electrical ghost signals caused by nearby utility lines.
Maximizing Common-Mode Rejection Ratio in Large Plants
Ground potential differences between separated processing skids frequently introduce unwanted voltage into your instrumentation loop. A high Common-Mode Rejection Ratio (CMRR) allows this board to cancel out identical noise present on both signal legs. As a result, the monitoring system only measures actual physical displacement. This design choice drastically lowers nuisance alarms during large motor startups.
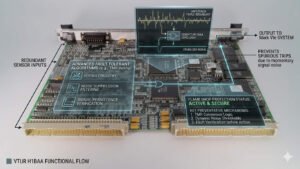
Ensuring System Availability Under Extreme Electromagnetic Stress
Static excitation systems and generator switching transients create harsh local environments for digital control systems. The IS200VVIBH1CAB stabilizes fragile sensor data right at the cabinet boundary before transmitting it onward. This robust conditioning safeguards the DCS or PLC processor from voltage spikes. Ultimately, it gives engineering teams high confidence in their automated safety interlocks.
Best Installation Practices: Eliminating Ground Loops at the Shield Terminals
Field experience at PLC Pioneer proves that improper installation routinely defeats advanced hardware filters. Technicians should always ground the instrument cable shield at only one single point. Grounding both ends creates a circulating current loop that actively amplifies electrical noise. You must terminate the shield cleanly at the control cabinet ground bar and leave the sensor end floating.
Strategic Isolation of Sensitive Instrument Cabling
Physical separation remains your first line of defense against cross-talk in modern factory automation. Always run vibration sensor wiring through dedicated, grounded metal conduits. Moreover, maintain a generous clearance distance from high-voltage motor cables and UPS inverter outputs. Even premium boards cannot entirely cancel out severe noise from poor wire management choices.
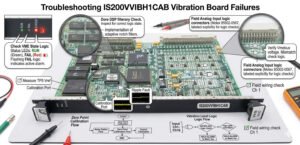
Diagnostic Steps Before Replacing Hardware Modules
Maintenance teams often rush to replace the IS200VVIBH1CAB when an I/O channel fluctuates wildly. However, faulty probe gap voltages or damaged extension cables cause identical symptoms. We highly recommend verifying the sensor bias voltage with a digital multimeter first. This simple check saves valuable warehouse inventory and prevents unnecessary diagnostic errors.
—
Field Engineering Checklist & Technical Insights
- ✅ Verify Shielding: Confirm single-point shield termination to prevent low-frequency ground loops.
- ⚙️ Check Gap Voltage: Measure eddy current probe DC bias before diagnosing board failures.
- 🔧 Isolate Conduits: Separate instrumentation wires from high-current AC lines by at least 12 inches.
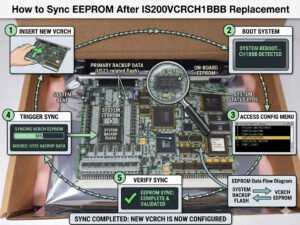
- 📊 Match Firmware: Ensure replacement cards exactly match the existing Mark VI system software revision.
—
PLC Pioneer’s Expert Commentary
“In my years optimizing turbine control systems, I have found that 80% of ‘faulty’ vibration cards are actually victims of poor grounding infrastructure. The IS200VVIBH1CAB possesses remarkable filtering capabilities, but it still requires clean field habits to shine. As industrial automation transitions toward more sensitive digital architectures, resolving these basic physical layer issues becomes paramount for plant uptime.” — PLC Pioneer
Frequently Asked Questions
Q: What causes floating vibration readings that only appear when neighboring heavy equipment starts up?
This phenomenon indicates a classic ground loop or poor common-mode rejection. When the large motor draws high starting current, it shifts the local ground potential. Inspect the shield continuity of your proximity probe and ensure it does not touch the machine frame at the terminal box.
Q: Can we install the IS200VVIBH1CAB into a live Mark VI rack during routine maintenance?
No, you must power down the specific I/O terminal branch before extracting or inserting this board. Hot-swapping risks causing voltage transients that can disrupt adjacent speed control or flame detection modules, potentially triggering a complete system trip.
Q: How do we distinguish between a failing board channel and a genuine breakdown of the rotor oil film?
An electrical fault typically causes an instantaneous step-change or square-wave spike to maximum scale. Conversely, true fluid film bearing degradation exhibits a gradual, logarithmic heat and vibration climb that aligns closely with shaft speed changes and load variations.
—
Application Scenario: Retrofitting a High-Noise Compressor Train
A major petrochemical facility faced constant intermittent trips on an ethical extraction compressor after installing a new variable frequency drive. The system recorded massive vibration spikes that did not match physical machine behavior. By swapping the legacy receiver card with the IS200VVIBH1CAB and isolating the signal ground, the team dropped the ambient 60Hz noise floor by over 25 decibels. This adjustment permanently eradicated the phantom trips.
If you are looking to source genuine GE Mark VI speed components or need advice on upgrading legacy machinery protection systems, check out our comprehensive online inventory of certified industrial hardware.
Visit our official resource center for technical guides and hardware support: PLC Pioneer Limited